"Св. ГЕОРГИ ПОБЕДОНОСЕЦ"

6 05 20
ТРАПЕН
МИКРОПРОЦЕСОРНА СИСТЕМА MILLCONT 1
По материали на разработчиците: проф. инж. Д. Маринов и Ст.н.с.д-р Т. Пензов
Микропроцесорната система MILLCONT 1 е предназначена за автоматизация и оптимизаця на натаварването на различни по вид мелници за сухо и мокро смилане на цимент, суровинни материали, руди, въглища, кокс и други в циментовата, обогатителната, енергийната и други сродни промишлености, в които мелници могат да се захранват от до три входни дозатора.
Системата работи по оптимизиращ критерий: “Максимум производителност, минимум специфичен разход на енергия за смлане, при изменение на качествата на материалитe като едрина, твърдост, смилаемост”. По системата за управление на мелници за сухо и мокро смилане разработката започва от 1967 г. в ЦНИПИА на наличната тогава лампова и аналогова техника. Разработват се последователно няколко модела (като разглеждания е предпоследният), които имат повече от 44 проекта за инсталации последователно във всички 6 циментови завода в България и общо в 11 страни: Италия, Гърция, Турция, Русия, Иран, Индия, Куба, Мавритания, Полша и Сърбия.
Системата е типичен представител на системи за управление на специализирани непрекъснати технологични процеси в раздела промишлена автоматизация.
ПРИНЦИП НА ДЕЙСТВИЕ НА СИСТЕМАТА
С помощта на специализиран дистанционен сензор SRIP, монтирани на около 20mm от корпуса на въртяща се мелница или специализиран директен сензор SDIP, монтиран на корпуса на стационарна мелница, се измерват ударните импулси, възникващи при смилането на материалите.
Сигналът, генериран от сензора се подава на микропроцесорен модул, където по софтуерен път се формира синтетичен “фактор на смилане FG”. FG е свързан със съпротивлението на слоя материал срещу проникването на смилащите тела в зоната, където е монтиран сензорът и със състоянието на мелницата. Съпротивлението на слоя материал зависи от дебелината му, а също така от едрината, твърдостта и смилаемостта на материалите. FG отразява еднопосочно и с висока чувствителност както изменението на дебелината на слоя (запълването), а така също измененията на смилаемоста на материала.
FG се програмира за всеки конкретен случай чрез избор на честотната област, в която се локализират ударните импулси и коефициент, определящ обхвата на FG.
Формираният FG се подава на специализиран за смилателни процеси PID регулатор, който управлява дебитите на до три входни материала в зададено съотношение, така че да се удовлетвори оптимизиращия критерий и да се удовлетворят технологичните изисквания за смления продукт. Изходите на регулаторите са унифицирани токови 0(4)-20 mA сигнали и са предназначени да управляват дозатори с унифицирани токови входове.
При мокро смилане на суровинни материали и руди, с монтиране на сензора в зоната на шламообразуване, респективно пулпообразуване, се измерва вискозитета (течливостта) на шлама, респективно плътността на пулпа, които могат да се управляват чрез входната вода. За целта е синтезиран “фактор на шлама FS”.
Предимствата на използвания принцип на работа са следните:
- FG и FS не се влияят от работата на съседни мелници и други агрегати;
- Измерват се съпротивителните свойства на слоя материал в зоната на монтажа на сензора, при което се получава навременна достоверна локална информация за промените на смилаемоста, с което се повишава точноста на управлението и се съкращава неколкократно времето за влизане в оптимален режим на мелницата при старт.
- Елиминират се неинформационните резонансни вибрации на корпуса на мелниците;
- По дрейфа на FG се контролира износването на смилащите стоманени топки и бронеплочите на корпуса на мелницата;
- По рязкото изменение на FG се съди за аварии в мелницата (разрушаване на преградни стени и бронеплочи, запушване от външни тела и др.);
- Сигналът от сензора се пренася на разтояние до 200 m без допълнително усилване.
КОМПЛЕКТНОСТ НА СИСТЕМАТА
MILLCONT 1, в зависимост от заявката на потребителя, се състои от:
3.1.Дистанционен сензор за измерване на ударни импулси SRIP (Фиг.1) или директен сензор за измерване на ударни импулси SDIP (Фиг.2);
3.2. Микропроцесорен модул (Фиг.3);
3.3. Стойка за монтаж на дистанционен сензор;
3.4. Двупроводен ширмован кабел тип ТЧП с дължина в зависимост от условията за свързване на сензора с микропроцесорния модул;
3.5. Кабел за захранване на микропроцесорня модул;
3.6. Крепежни елементи.
ОПИСАНИЕ НА СЕЗОРИТЕ
4.1. Сензорът за дистанционно измерване на ударни импулси SRIP (Фиг.1) е с размери 45х80х42mm. (без шпилките за монтаж) и тегло 0,9kg. Състои се от два елемента, в които се генерират електрически сигнали с амплитуди, пропорционални на стръмността на ударните импулси, породени при смилането на материалите. Двата елемента на сензорите са свързани диференциално за елиминиране на паразитните електромагнитни полета. Сигналът се
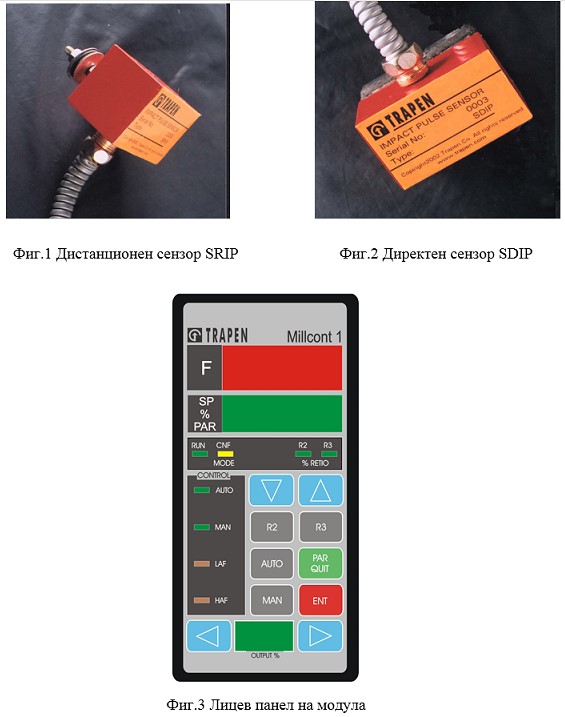
пренася с двупроводен ширмован кабел с изолирана ширмовка. С помощта на специални елементи, екрани, компаунди и др. е осигурена висока чувствителност и селективност при измерването на ударните импулси от разтояние 15-30mm, с което се избягват паразитните вибрационни и звукови сигнали, предизвикани от съседни мелници и агрегати.
Сензорът е снабден с две шпилки М8 с дължина 40 mm, намиращи се на разстояние 40 mm една от друга, с помощта на които се закрепва към стойка, монтирана на фундамента.
4.2. Сензорът за директно измерване на ударни импулси SDIP (Фиг.2) е с размери 50х80х65 mm и тегло 1 kg. Конструктивно той е подобен на SRIP, като допълнително са вградени еластичен елемент и магнити за закрепване към корпуса на стационарна мелница.
4.3. Разработени са и миниатурни варианти на SDIP и SRIP, които се използват там, където мястото за монтаж е ограничено.
ОПИСАНИЕ НА МИКРОПРОЦЕСОРНИЯ МОДУЛ
5.1. Микропроцесорният модул (Фиг.3) представлява цифрова система за управление, с помощта, на която може да се автоматизира и оптимизира работата на всички видове въртящи и стационарни мелници, в които са на лице ударни импулси.
5.2. Системата се състои от:
5.2.1. Входен диференциален аналогов усилвател с програмируем коефициент на усилване 1, 2, 4, 8;
5.2.2. Аналогов високочестотен филтър от втори ред с честота на среза 50Hz (пропускащ честоти над 50Hz), който служи за елиминиране на нискочестотни колебания, предизвикани от овалността на мелницата, а също така от люкове и болтове, намиращи се в близост до пътеката за измерване;
5.2.3. 2 контролни точки след диференциалния усилвател и след аналоговия филтър, които са изведени на клемореда и служат за контролиране на сигналите;
5.2.4. Аналогов усилвател на филтрирания сигнал с коефициент на усилване 2;
5.2.5. Аналого-цифров 12 битов преобразовател (АЦП);
5.2.6. Микропроцесорен елемент за обработка на сигнала и формиране на “фактора на смилане FG”, който FG се подава в нормален или инверсен вид на входа на PID-регулатор, на аналогов изход 0(4)-20mA и на дисплей F на лицевия панел. Обработката и настройката на FG са описани в инструкцията за настройка;
5.2.7. Микропроцесорен елемент за формиране на специализиран PID регулатор, който се състои от следните елементи:
5.2.7.1. Задание, което може да се задава от клавиатурата на лицевия панел, или от серийния канал RS 485. Заданието се индикира на дисплея SP/%/PAR в %;
5.2.7.2. Вход за сигнала FG;
5.2.7.3. Един основен токов изход 0(4)-20mA и два подчинени токови изходи 0(4)-20mA, които се програмират от лицевия панел в съотношение с основния изход. Програмирането е описано в инструкцията за експлоатация;
5.2.7.4. Закон за регулиране и специфични настройки, подробно описани в инструкцията за настройка.
5.3. Лицевият панел на микропроцесорния модул е показан на (Фиг.4) и се състои от:
5.3.1. Четири декаден (знаков) червен дисплей “F”, за индикация на фактора на смилане “FG” .
5.3.2. Шест декаден зелен дисплей “SP/%/PAR”, служещ в работен режим за индикация на заданието в %, индикация на съотношенията между токовите изходи в % и съобщения за неизправности, а при режим програмиране - за обслужването му;
5.3.3. Три декаден зелен дисплей “OUTPUT %” за индикация в % на основния изход на регулатора;
5.3.4. Ред от светодиоди за индикация на ситуации при работа на модула, които са описани в инструкцията за експлоатация;
5.3.5. Колона от светодиоди за индикация на режима на работа и аварии, които са описани в инструкцията за експлоатация;
5.3.6. Бутониера от 10 бутона за обслужване на модула в режимите на работа и програмиране, които са описани в инструкциите за експлоатация и програмиране.
5.4. Клеморедът за външни връзки, намиращ се на задната част на модула, се състои от 48 клеми в инструкцията за експлоатация:
5.5. Пластмасова кутия с размери 35х135х165 mm, в която са монтирани три платки: на модула, лицевия панел и клемореда.
ТЕХНИЧЕСКИ ХАРАКТЕРИСТИКИ И УСЛОВИЯ ЗА РАБОТА
6.1. Захранващо напрежение - 220VAC +10% - 15%.
6.2. Консумирана мощност –10W.
6.3. Токовите изходи са галванично развързани.
6.4. Контактите на аварийното реле са за 6А на 220VAC.
6.5. Предпазителят е за 1А.
6.6. Температурни условия
- за модула – 0°C до +45°С.
- за сензорите - -40°C до +100°С.
6.7. Запрашеност
- за модула – до 5mg/m3.
- за сензорите – без ограничение.
6.8. Относителна влажност на въздуха,
- за модула – до 80%.
- за сензорите – до 100%.
МОНТАЖ НА MILLCONT 1
7.1. Микролроцесорният модул се монтира на табло с отвор 67х137 mm. и се закрепва с крепежните елементи на кутията.
7.2. Сензорът SRIP се монтира на стойка, твърдо свързана с фундамента или друго неподвижно тяло, като се насочва с възприемащата си страна от разстояние 15 до 30mm. срещу водопадната страна на мелницата, под ъгъл 45 градуса.
7.3. Сензорът SDIP се закрепва на корпуса на стационарната мелница с помощта на вградените магнити, като се избира плоско място с гладка повърхност, без боя или друго покритие.
7.4. Ширмованият кабел, свързващ сензора с модула, се прокарва по кабелен стелаж отдалечен от кабели високо напрежение и кабели за високочестотно тиристорно или транзисторно управление на двигатели за да се избегнат смушения. Желателно е кабелът да се положи в стоманена тръба за предпазване от смущения и външна интервенция. При монтажа не трябва да се наранява външната пластмасова обвивка на кабела.
ГАРАНЦИИ И СЕРВИЗ
8.1. MILLCONT 1 е с една година гаранция от датата на внедрявянето, но не по - късно от две години от датата на доставката.
8.2. Сервизът на MILLCONT1 в извънгаранционня срок се извършва от фирма “TRAPEN”.
ДОПЪЛНИТЕЛНИ ДАННИ
9.1. MILLCONT 1 се произвежда и продава от фирма “TRAPEN”.
9.2. Микропроцесорният модул на MILLCONT 1 се произвежда от фирма “UNISIST ENGINEERING-Ltd” проект на фирма “TRAPEN”–изцяло български оригинален продукт.
9.3. Фирма “UNISIST ENGINEERING” е сертифицирана по стандарта за качество ISO 9001 : 2000 със сертификат за производство QBE99082 и сертификат за сервиз QBE 99081, издадени от SGS Белгия.
9.4. На международно изложение за идеи, открития и новости “IENA 2001”, проведено през ноември 2001г. в гр. Нюрнберг, Германия, фамилията MILLCONT и фирма “TRAPEN” бяха наградени със сребърен медал в областта “Открития и новости”.
9.5. На 50-тото юбилейно международно изложение за открития, изследвания и нови технологии “BRUSSELS EUREKA 2001”, проведено през м. ноември 2001г. в гр Брюксел Белгия, фамилията MILLCONT и фирма “TRAPEN” бяха наградени с диплома и бронзов медал в областта “Открития”.
9. 6. За постигнати високоефективни резултати при внедряването на системи за управление на процеса смилане на базата на фамилията MILLCONT фирма „TRAPEN» беше удостоена за 2005 г. с почетна грамота за малко предприятие „Иновативно предприятие ,2005”.
В MILLKONT 1 е заложен PID закон за регулиране, даден с формулата:
М = (P.e + 1/Ti òedt + Td.de/dt) . (100/FGo) + bo [%] (формула 1)
където: М- Управляваща изходна величина;
Р – Коефициент на пропорционалност;
e = (SP-FG)- разсъгласуване между заданието (SР) и фактора на смилане (FG);
Ti – Времеконстанта на интегриране;
Тd – Времеконстанта на диференциране;
FGо-Обхват на FG, който се програмира в 2.1.1.1;
bо – Начална стойност на изпълнителния механизъм (%), програмиран в 2.1.1.2.
FG - фактора на смилане;
SР – заданието;
Регулаторът е с аналогов токов изход 0(4)-20mA с дименсия % от 0(4)-20mA на дисплея и може да работи в нормален режим (nor), при който e = SP – FG, или в инверсен режим (inv), при който e = FG – SP (2.1.1.2).
За подобряване работата на регулатора в менюто (2.2.1.2) са предвидени допълнителни програмируеми зони за e, като зона на нечувствителност (n), в която регулаторът не работи и зона на линейна работа (L), над която изпълнителният механизъм, в зависимост от знака на e, отива на максимум или минимум.
Поради това, че повечето от обектите, за които е предназначен MILLCONT 1, имат различни преходни характеристики при натоварване и разтоварване, в менюто са предвидени две групи настройки за Р, Ti, Td, n и L, които се сменят в зависимост от знака на e (2.1.1.2).
В документацията на MILLCONT 1 са включени всички необходими ръководства и инструкции за програмиране, поддържане и ползване, които се намират отделно в архива на клуба.
0-200412, 1-200506
- - -
ПАРТНЬОРИ

Детско - юношеско спортно - творческо движение.

Организация на обединените българи.
